| 調達金額 | 参加 |
|---|---|
| ¥2,365,000 | 151人 |
- プロジェクトオーナー
- 株式会社みらい共創ファーム秋田
支援タイプを選ぶ

みらい共創ファーム秋田 Aコース(お酒2種類)
¥10,000
●未来酒44 S-style(720ml)
●未来酒88 S-style(720ml)
※未来酒は3月下旬~4月に順次発送
購入済 26口

みらい共創ファーム秋田 Bコース(お酒2種類)
¥10,000
●未来酒44 R-style(720ml)
●未来酒88 R-style(720ml)
※未来酒は3月下旬~4月に順次発送
購入済 10口

みらい共創ファーム秋田 Cコース(お酒4種類+酒粕2個)
¥15,000
[上限455口]
●未来酒44 S-style(720ml)
●未来酒44 R-style(720ml)
●未来酒88 S-style(720ml)
●未来酒88 R-style(720ml)
●酒粕(300g程度/袋×2袋)
※未来酒・酒粕は3月下旬~4月に順次発送
購入済 127口
![みらい共創ファーム秋田 D1コース[お酒4種類+酒蔵見学・酒造り体験2名 ※2/9(土)]](/data/ec/2301/main.jpg)
みらい共創ファーム秋田 D1コース[お酒4種類+酒蔵見学・酒造り体験2名 ※2/9(土)]
¥25,000
お申込みは2月7日正午まで
[上限5口]
●未来酒44 S-style(720ml)
●未来酒44 R-style(720ml)
●未来酒88 S-style(720ml)
●未来酒88 R-style(720ml)
●酒蔵見学・酒造り体験 2名※2/9(土)
※未来酒は3月下旬~4月に順次発送
購入済 2口
![みらい共創ファーム秋田 D2コース[お酒4種類+酒蔵見学・酒造り体験2名 ※2/10(月)]](/data/ec/2302/main.jpg)
みらい共創ファーム秋田 D2コース[お酒4種類+酒蔵見学・酒造り体験2名 ※2/10(月)]
¥25,000
お申込みは2月7日正午まで
[上限5口]
●未来酒44 S-style(720ml)
●未来酒44 R-style(720ml)
●未来酒88 S-style(720ml)
●未来酒88 R-style(720ml)
●酒蔵見学・酒造り体験2名 ※2/10(日)
※未来酒は3月下旬~4月に順次発送
購入済 1口
![みらい共創ファーム秋田 D3コース[お酒4種類+酒蔵見学・酒造り体験2名 ※2/11(月)]](/data/ec/2303/main.jpg)
みらい共創ファーム秋田 D3コース[お酒4種類+酒蔵見学・酒造り体験2名 ※2/11(月)]
¥25,000
お申込みは2月7日正午まで
[上限5口]
●未来酒44 S-style(720ml)
●未来酒44 R-style(720ml)
●未来酒88 S-style(720ml)
●未来酒88 R-style(720ml)
●酒蔵見学・酒造り体験2名 ※2/11(月)
※未来酒は3月下旬~4月に順次発送
購入済 1口
![みらい共創ファーム秋田 Eコース[お酒4種類+農業見学・農業体験2名 ※GW頃]](/data/ec/2304/main.jpg)
みらい共創ファーム秋田 Eコース[お酒4種類+農業見学・農業体験2名 ※GW頃]
¥25,000
[上限10口]
●未来酒44 S-style(720ml)
●未来酒44 R-style(720ml)
●未来酒88 S-style(720ml)
●未来酒88 R-style(720ml)
●大潟村農場見学・農業体験2名 ※GW頃
※未来酒は3月下旬~4月に順次発送
購入済 0口
![みらい共創ファーム秋田 Fコース[お酒4種類+酒蔵インターン ※3/25〜29]](/data/ec/2305/main.jpg)
みらい共創ファーム秋田 Fコース[お酒4種類+酒蔵インターン ※3/25〜29]
¥50,000
[上限5口]
●未来酒44 S-style(720ml)
●未来酒44 R-style(720ml)
●未来酒88 S-style(720ml)
●未来酒88 R-style(720ml)
●酒蔵インターン5日(日の丸醸造) ※3/25〜29
※未来酒は3月下旬~4月に順次発送
購入済 0口
![みらい共創ファーム秋田 Gコース[お酒4種類+農業インターン ※GW頃]](/data/ec/2306/main.jpg)
みらい共創ファーム秋田 Gコース[お酒4種類+農業インターン ※GW頃]
¥50,000
[上限5口]
●未来酒44 S-style(720ml)
●未来酒44 R-style(720ml)
●未来酒88 S-style(720ml)
●未来酒88 R-style(720ml)
●農業インターン5日(MKFA)※GW頃
※未来酒は3月下旬~4月に順次発送
購入済 0口
- プロジェクト概要
- ニュース
- 2019.04.19 【御礼】本プロジェクト募集終了とご支援への感謝
-
この度、本プロジェクトにつきまして募集終了となりました。
サポーターの皆さまからは、たくさんのご支援を賜りまして誠に有難うございました。
弊社と致しましても、クラウドファンディングの活用というのは初めてのチャレンジでございましたので、不慣れなところも
多々ございましたが、日々積み上がっていくサポーターの皆さまからのご支援を実感出来たことで、熱い思いを持ち続け
プロジェクト終了まで無事走り続けることが出来ました。
別途ご案内申し上げましたサポーター様宛特別販売におきましてもお陰様で毎日のように追加ご注文を頂いている状況です。
在庫次第ではございますが、「また飲みたい!」というお声を頂けましたら、期限後も可能な限りご対応させて頂きますので
メールにてお気軽にご連絡ください。
引続き、みらい共創ファーム秋田の取り組み、新たなチャレンジへ変わらぬご支援を頂戴出来ますよう、日々現場で努力致し
て参りたいと存じます。今後とも何卒宜しくお願い致します。

- 2019.03.20 未来酒の旅立ち!出荷開始です
-
皆さま大変お待たせ致しました。
つい先ほど記念すべき第1便が出荷されたとの連絡が蔵元さんからございました。
1日の出荷数に上限がございますが、順次秋田県横手市より未来酒が旅立って行く予定です。
いまこの瞬間も、サポーターの皆さまの元へと向かっております。
ぜひ到着次第手に取ってご覧ください。
そしてご賞味ください!!

- 2019.03.13 超速報!!未来酒誕生!
-
日の丸醸造さんの未来酒製造現場より超速報が届きました!
まずは添付の画像をご覧ください!
瓶詰めの工程を経た日本酒がいま、未来酒88、そして未来酒44のオリジナルラベルを纏っております!
これまでの製造工程と同様、丁寧に想いを込めて瓶の1本1本に貼られております。
圃場から見守ってきた私の、私的な熱い感情を例えますと、この世に産まれた子供に名前が付けられた瞬間、
というように感じました!!
今まさに、これまでにないコンセプトで造られた限定生産の日本酒が、未来に羽ばたこうと準備をしております。
ご注文を頂いているサポーターの皆さんの所へもうすぐでお送り出来ます。
発送準備が整いましたら、またこちらで速報させて頂きます。
引続き、お手元に届くまで、そのひと口目を味わうまで、楽しみにお待ちください!!



- 2019.03.07 気になる未来酒の現在 Part2!
-
前回、「未来酒88(精米歩合88%)」の発酵の様子をご紹介しましたが、もう一つの未来酒、「未来酒44(精米歩合44%)」についても最近の様子をご紹介です。
磨き具合(精米歩合)によって日本酒の味わいが異なってくる点については以前にも申し上げましたが、もろみ管理の段階では、88、44の2つにその違いが出て参りました。
現場で感じた率直な感想ですが、タンクの上に被せています蓋をパっと上げた際に浴びる風、そして香ってくる香り、ここにはっきりと違いが感じられました。
未来酒44の方が、何と申し上げましょうか、88と比較すると爽やかさが少し強く感じられました。
爽快ながらもグッと濃厚な香りを醸す未来酒88、フワッと舞い上がるような爽やかさを感じる未来酒44、
このようなイメージです。
約20日~30日程度もろみ管理を経ますと、熟成もろみとなり、お酒としては完成になります。
そこから絞り作業、瓶詰め、火入れと移って参りますが、本当にあともう少しで完成というところまで
来ています。マラソンで例えると35㎞過ぎといった所でしょうか。
ゴール(完成)まで追って参ります!!



- 2019.02.26 気になる未来酒の現在・・・。
-
これまで、蔵元さんの現場写真を交えながら日本酒の製造工程を少しずつ説明して来ましたが、実際に「未来酒」はどれくらい出来上がっているのか、
クラウドファンディングのサポーターの皆さま(今まさにサポートを検討中の未来のサポーターさま)には、ここがとても気になるところだと思います。
そこで今回は日の丸醸造さんが日々管理、製造して下さっている「未来酒」の「いま」をお伝えします!!
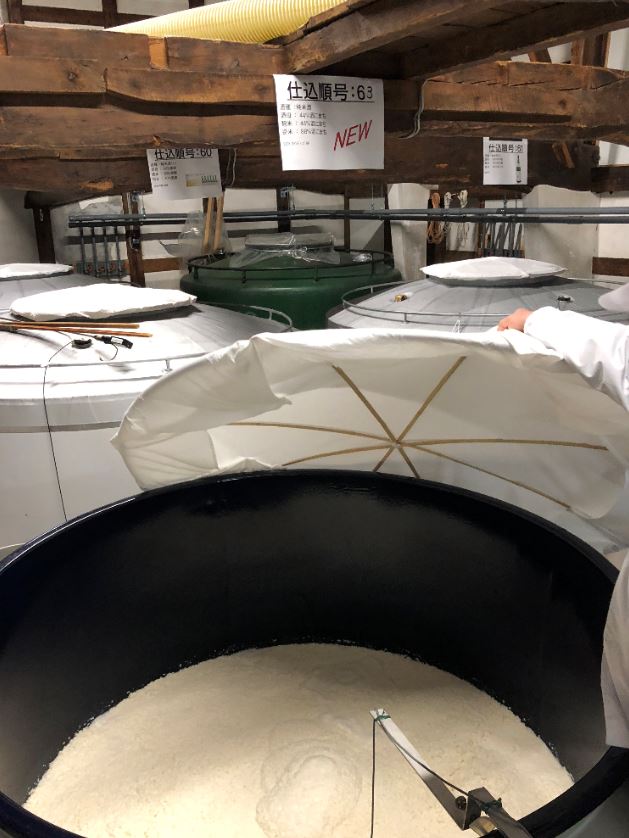
未来酒はいま「醪(もろみ)」という段階にあり、酒母、麹、蒸し米、仕込み水が合わせられ、タンクの中にあります。
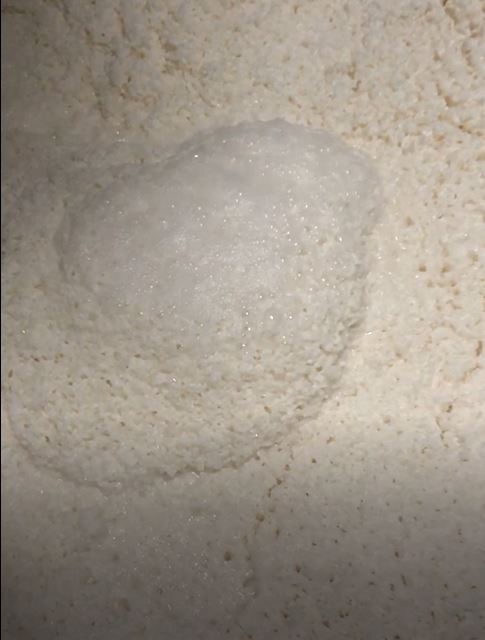
掲載した3枚目の写真の通り、元気な酵母に促され、仕込まれた醪がたくさんの気泡を放って美味しいお酒に生まれ変わろうとしています!
もう少しで日本酒という段階ですが、この発酵には3週間から1ヵ月ほどを要します。
発酵を終えたものを「しぼる」と、私たちが日頃目にする澄んだ日本酒により一層近づくのです。(完成までもう一息です!!)
現状のご報告と解説が前後してしまいましたが、前回ご説明した麹造りの後は、酒母造りとなります。
簡単に言ってしまうと、アルコール発酵を促す元気な酵母を増殖させる工程になります。
酒母造りは文字通り「酒の母」を造ることであり、今後の工程で日本酒を産み出す元を造り出す工程となるものです。
(お店やラベルで目にする「蔵付き酵母使用」というのは、この工程において蔵に住み着いた自然の酵母菌を使用している、ということですね)
次に醪(もろみ)です。出来上がった酒母に麹、蒸し米、仕込み水を合わせ、発酵させる工程です。
仕込み:酵母を増殖させ、アルコール発酵の準備をする工程 (温度を下げて酵母を増殖させる)
発酵 :仕込みをした醪の発酵をコントロールする工程 (温度を徐々に上げて酵母の活動を活性化させる)
以上の2つに分かれておりますが、後半の発酵の工程ではゆっくりと発酵させることがポイントのようです。
(温度調整を間違うと、酵母が短期間に発酵を終えてしまい、せっかくの日本酒の香味が雑なものとなってしまうそうです)
あきた酒こまちが未来酒に姿を変える工程を追っていますが、あともう少しです。あともう少しで新たな日本酒が誕生します!
今しばらくお待ちください!!
- 2019.02.24 蒸米、放冷、そして麹造りへ
-
前回、精米歩合88%と精米歩合44%の比較を見て頂きました。
今回はその次の工程、蒸米と放冷、そして麹造りの工程です。(2/9~11の酒造りに参加した体験談も含みます)
さて毎日の食卓をイメージしてみてください。いつもご飯として食べているお米は「炊いて」います。
しかし日本酒製造において使うお米は「蒸して」います。この蒸す作業のことを蒸きょう(じょうきょう)と言います。
なぜ蒸すのか。それは後の麹造りの工程でご説明しますが、日本酒製造には無駄な工程が一切無いなと改めて感じます。
蒸きょうには、大型のせいろが使用されます。中華料理屋で出てくる小籠包を入れて出てくるせいろ、あれの100倍か200倍か・・。
とにかく巨大なせいろで一気に大量の酒米を蒸します。
蒸しの時間は1時間ほどですが、蒸し上がった酒米は、外はパラパラ、中はもっちりとしたお米に仕上がります。これを手に取り、捻り餅を掌で造るなどして都度状態を確かめられてから次の工程へと移ります。
巨大せいろからは麹室に向かって少しの間コンベアで酒米が流れていき、放冷という工程を経ます。
コンベアの下から風が吹いている、いや空気が吸い込まれている。そうなんです、風を当てて酒米を冷ますのではなく、酒米の熱を吸い取るイメージでコンベアから下に向かって空気が流れているのです。なるほど、風を当てると米は飛散してしまうが吸えばコンベアに張り付き、安定してコンベアの上を移動できるということなんですね。やはり見て、聞いて、体験すると一段と納得感が違います。
蒸した酒米は麹室に移動し、麹造りという工程に入ります。
先程触れた、なぜ日本酒造りでは米を蒸すのかという話に戻りますが、それはこの麹造りのための重要な準備のひとつなのです。
麹菌は米のデンプンを糖に変える働きをする微生物ですが、その為には米と麹菌を混ぜ、米の中に麹菌を入り込ませる必要があります。
事前に米を蒸して柔らかくすることで、麹菌が入り込みやすくしておくのです。(蒸すことで事前に米を殺菌するという効果もあるようです)
麹造りにおいて良い麹になるかどうか、日本酒の質を左右する非常に重要な工程になります。
(現在はデジタル化され、スマホやPCで効率的に常時管理が出来ますが、以前はその重要さゆえに蔵内に寝泊まりし、昼夜問わず麹室、麹米の温度管理をしていたそうです。)
機械化出来る所は機械化し、その分人の手で行う工程ではとことん時間と労力を注いで拘って、という日本酒製造の工夫を垣間見ました。


- 2019.02.18 日の丸醸造さんの酒蔵見学・酒造り体験に参加してきました
-
秋田県横手市増田町にある日の丸醸造さんの酒蔵見学・酒造り体験に参加してきました
こんにちは。「セキュリテ」を運営しているミュージックセキュリティーズのスタッフです。
先日、現在セキュリテにて募集中のみらい共創ファーム秋田のプロジェクトで魅力あるお酒を一緒に造って下さっている、秋田県横手市増田町にある日の丸醸造さんの酒蔵見学・酒造り体験に参加してまいりました。

<日の丸醸造さん外観>
*雪の日に行ってきました。外観だけでも風情があって素敵でした。
今回の酒蔵ツアーは、実際の酒造りを見学して精米歩合の違い・搾り方の違いを理解し、更に今回のプロジェクトで造る「未来酒」の醸造工程の一部を体験できる、というものでした。
◆具体的には・・・
洗米や浸漬(米に適量の水分を吸収させる工程)の体験、蒸米のふかし上がり見学(蒸米の試食)、麹造りの見学、お酒のもろみ見学・櫂入れ体験・分析サンプルのチェック、その他蔵見学、国登録有形文化財の内蔵見学などがあり、盛沢山の酒蔵ツアーでとても貴重な体験をすることができました。
ー【酒造り見学・体験の様子のお写真をまとめました】ー

<洗米の体験>

<米を箱に移す作業>

<体験中の様子>

<蒸きょうの見学>

<麹造りの見学>

<櫂入れ体験>

<お酒のもろみ見学>

<国登録有形文化財の内蔵も見学してきました>
私自身、初の酒蔵見学&体験だったのですが、想像していたよりもずっと体力が必要な力仕事で、また、その日の作業終了後には酒造りに使う様々な道具や機械を丁寧に洗っておられ、細部にまでこだわりつくした繊細な酒造りをされているお仕事振りに感銘を受けました。
酒造りの風景を実際に見て職人さんの想いを感じ、自分でも体験することで、日本酒がより美味しく感じられた気がします。今回の体験を通して、日本酒への興味が高まりもっと知りたいと思っただけでなく、日ごろから日本酒を頂く際には今まで以上にありがたみを持って、一杯一杯、しっかりと味を愉しもうと思いました。
◆今回のプロジェクトで造る「未来酒」―違いを愉しむ4種類のお酒とは
「未来酒」は、同じ一枚の田んぼで獲れたお米(秋田酒こまち)と同じ酵母を使い、米の漢字に由来した88%とその倍の44%の2種類の精米歩合、更にそれぞれに対して2種類の搾り方での瓶詰めを施した、“違いを愉しめる4種類のお酒”となっています。
同じお米からできた4種類の製法の異なる純米酒を飲み比べ、奥深い日本酒の世界を愉しんでほしい、という想いが込められています。
<違いを愉しめる4種の「未来酒」>
● 未来酒44 S-style(精米歩合44%・微々発泡)
● 未来酒44 R-style(精米歩合44%・発泡感なし)
● 未来酒88 S-style(精米歩合88%・微々発泡)
● 未来酒88 R-style(精米歩合88%・発泡感なし)

*支援プランによって手元に届くお酒が異なりますので、ぜひプロジェクト概要ページもチェックしてみてください。
なお、未来酒は3月下旬~4月に順次発送予定となっています。出来上がりが楽しみですね。
◆プランへのお申し込みや、もっと「未来酒」について知りたい!という方は
下記プロジェクト概要ページをご覧ください。
https://www.securite.jp/project/mkfa-osake-BY2018
- 2019.02.06 未来酒オリジナル!精米歩合88%と44%、磨きの違いを見える化してみました!
-
前回は酒米(酒造好適米)と食用米の違いについて触れましたが、今回は重要な醸造工程のひとつ「磨き」についてご説明します。
そもそも磨き具合を示す、精米歩合とは何か。
これは、元の玄米重量に対し精米後の白米の重量の割合を表すもの、と定義されています。
前回のニュースに記載の通り、精米とはお米の外側にある固い部分を磨いて削って、水分吸水率の高い心白部分に迫る工程になります。
つまり、お米の外側の削られる部分にある脂質やタンパク質といった、日本酒の「雑味」となる部分をどれだけ削るかという工程になりますので、
一般的に精米歩合の数値が低いほど(例えば80%より50%の方が)手間やコストが多くかかり、雑味の少ないキレイな日本酒であると言われております。
(その分磨きの工程には高い技術を要します)
では一般的に日本酒の精米歩合はどれくらいのものなのか。
日本酒では、吟醸酒で精米歩合60%以下、大吟醸酒で50%以下と定義されています。
ただし日本酒は嗜好の世界です。精米歩合の数値を低くするほど「=美味しいお酒」ではないのが日本酒の深いところです。
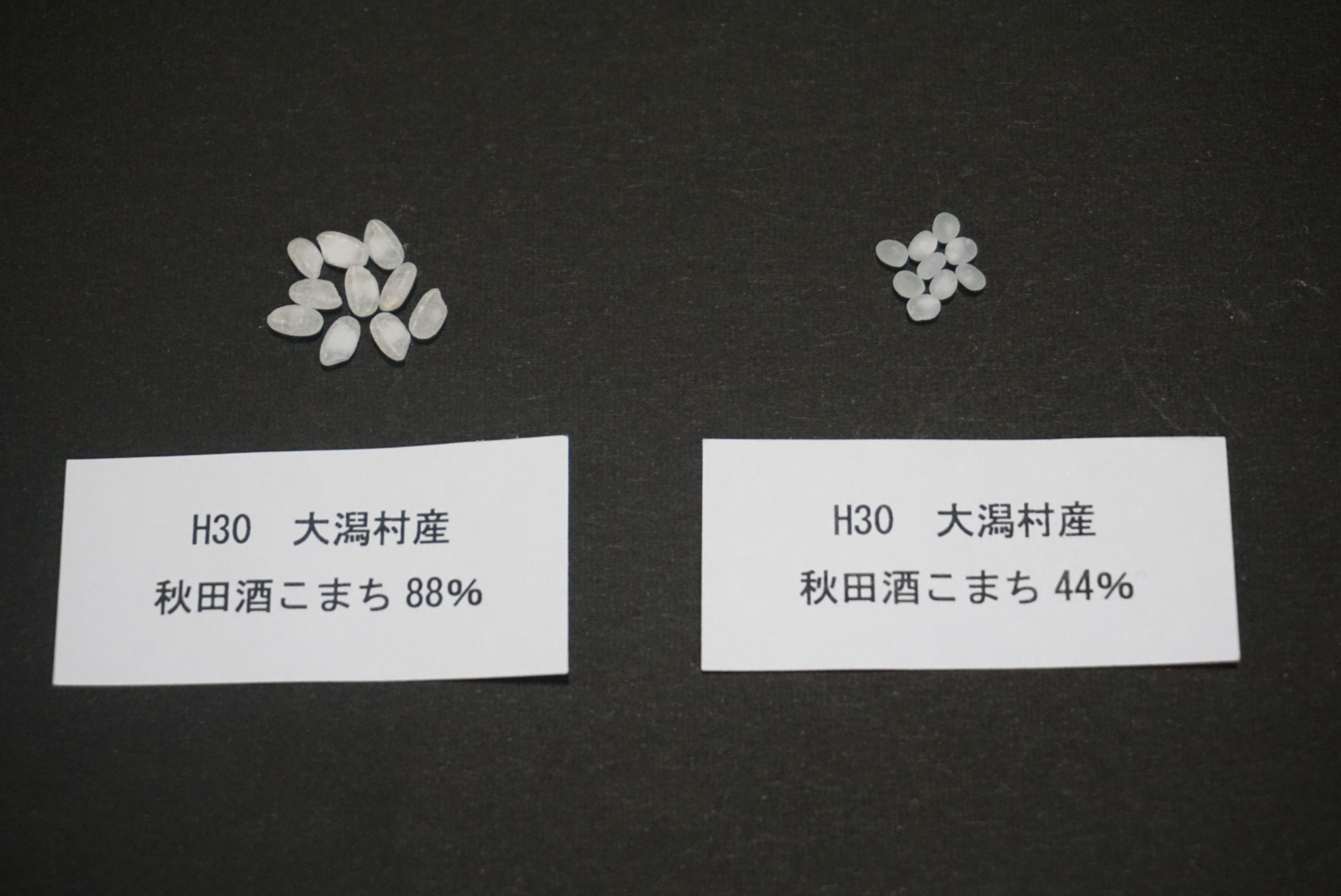
そこで今回の取り組みでは、精米歩合88%と44%という大きく数値の違う2つの磨きで日本酒を製造しております。
同じ蔵元さんの精米歩合の異なる日本酒を飲み比べる、ということは可能かもしれませんが、1枚の圃場で1生産者が管理・生産した酒米で、
1つの酵母により同時に造られた2つの日本酒を飲み比べるという体験は中々出来ないのではと考えています。(微発砲の有無を含めると4種です)
88%の精米歩合で造られた日本酒は、およそ90%程の精米歩合と言われる食用米と非常に数値が近いですので、お米そのものの「個性」が感じられます。
44%の精米歩合で造られた日本酒は、50%以下とされている大吟醸酒の水準からもう1段階磨きがかかっている「キレイ」なひと品となります。
果たしてどんなお酒になるのか今からとても楽しみです。
引続き未来酒完成に向け、イメージが膨らむようなニュースを発信して参りますのでご期待下さい。
上段の写真は蔵元さんから届いた、いままさに製造工程にある酒米の写真です。
これがおよそ2か月後、下段の写真のようになります。

- 2019.02.04 日本酒造りに使われる酒米(酒造好適米)と食用米の違いについて
-
さて今回は、タイトルの通りですが普段食べているお米(食用米)と、お酒を造るためのお米(酒米)の違いについて簡単にご説明したいと思います。
お酒を作るためのお米はご存知の通り「酒米」と言い、農産物規格規定において醸造用玄米に区部されるお米を指し、一般的な食用米と区別されています。
正式には「酒造好適米」と呼ばれ、お酒を造るために特化したお米を言います。
特徴その① 米の粒が大きい
酒造好適米は、一般的に食べられる食用米と比べ、粒が大きいことが特徴です。
特徴その② 心白が大きくタンパク質の含有量が少ない
心白とは、お米の中心にある白色不透明の部分で、粘度が高くてお米を磨いても砕けない、お酒の醪(もろみ)に良く溶けるという性質があります。
そして、お酒を造る上では苦みや雑味の元のひとつになってしまうタンパク質の量が、食用米と比べ少なくなっています。
特徴その③ お米の表面が硬くて中身が柔らかい
表面(お米の外側)が硬くて、中身(お米の内側)が柔らかいという性質があります。
お酒を造るには、吸水性の高い性質が適しており、このお米の内側部分が吸水性に富んだ部分になります。
よって外側の固い部分を削る必要があり、その削る作業を「磨き」と言いどれだけ削り落とすかを「精米歩合」として表します。
今回は酒米の特徴についてご説明させて頂きました。
日本酒はひとつひとつ非常に繊細な工程を経て作られますが、その原料となるお米にも独特で繊細な特徴が多くあるんですね。
- 2019.01.29 酒蔵見学・酒造り体験について(2019/01/04分再掲)
-
Dコースの酒造り見学と体験リターンについてスケジュールが決まりました。
当日は今回のプロジェクトで造る「未来酒」の醸造工程を体験して頂きます。
また、ご参加の方には、日の丸醸造様のお酒を未来酒が出来上がる前に一足早くお愉しみ頂けるよう、日の丸醸造様の酒蔵限定酒等のお土産(1口あたり合計5,000円程度の品)もございます。
奮ってご参加ください。集合場所
日の丸醸造本社(秋田県横手市増田町増田字七日町114-2)
(お車でお越しになる場合、近隣の駐車場をご利用下さい。)集合時間
7:25am
スケジュール
7:30〜8:00 集合・説明 ※当日の注意事項の説明 8:00〜8:30 洗米に参加 (1組目) 8:30〜9:00 洗米に参加 (2組目) 9:00〜9:30 休憩 9:30〜10:00 蒸米のふかし上がり見学 ※蒸米の試食可能
麹室への引き込みを見学10:00〜10:30 留仕込み見学、もろみのかい入れ体験 10:30〜11:00 お酒のもろみ見学、分析サンプルのもろみ試飲など 11:00〜11:30 その他酒蔵見学 11:30〜12:00 国登録有形文化財 内蔵見学、お酒の試飲など 12:00頃 現地解散 注意事項
酒造工程で使用する麹菌以外の雑菌が混入することを防ぐため、見学前日~当日は納豆、ヨーグルト、みかん(柑橘類)、漬物類に触れたり食べたりしないようにお願い致します。
- 2019.01.26 秋田魁新報にプロジェクトについて掲載されました!
-
2019年1月26日発行の秋田魁(さきがけ)新報に、本プロジェクトについて掲載されました。
<記事タイトル>
農業法人、蔵元がタッグ!オリジナル日本酒醸造へ
ー「未来酒」、CFで資金募集
記事の中では、大潟村の農業法人・みらい共創ファーム秋田が、横手市の老舗酒蔵・日の丸醸造とタッグを組み、みらい共創ファーム秋田が栽培した酒米「秋田酒こまち」を使い、精米歩合などが異なる4種類のお酒・オリジナル日本酒「未来酒」を造る本プロジェクトについて紹介いただいております。
※秋田魁新報は、秋田魁新報社の発行する秋田県の日刊新聞です。
HPはこちら:https://www.sakigake.jp/
- お知らせ(追加情報)NEW
- 本プロジェクトの概要
- お酒の概要
- リターン
- みらい共創ファーム秋田が目指すこと
- みらい共創ファーム秋田が日本酒PJを立ち上げた動機
- 本プロジェクトの主な関係者の概要
- リターン表
- リターンに関するご注意事項
本プロジェクトの概要
ただ作物を作るだけ、では農業のやり甲斐がありません。
農業をもっと面白くしたい、もっと魅力のある仕事にしたいという思いから酒米を栽培してお酒を造ることに挑戦したくなりました。
でも、ただお酒を造るだけでは何か物足りない、何か好奇心を満たせるお酒って造れないだろうか、と老舗の蔵元「日の丸醸造」さんにご相談したところ、みらい共創ファーム秋田の思いに共感して頂き、愉しい魅力のあるお酒を一緒に造って頂けることになりました。

日本酒が好きな方、詳しい方が沢山いらっしゃいます。そういうファンの方々の好奇心を満たすお酒って何だろうと考えるうちに、そもそも精米歩合ってなんだ?搾り方ってなんだ?という疑問が湧いてきました。
知識として知ってはいても自分の舌で確かめたことがないという方は多いのではないか、ということで、同じ一枚の田んぼで獲れたお米(秋田酒こまち)を使って精米歩合の違い・搾り方の違いを感じ、奥深い日本酒の世界を楽しめる、そんなお酒を造ることにしました。
お酒の概要
志をもって農業の「みらい」を切り開く農業者や応援団の方々に捧げるお酒にしたいという思いから、「未来酒・for the future of agriculture」と命名しました。
同じ一枚の田んぼで獲れたお米と同じ酵母を使い、米の漢字に由来した88%とその倍の44%の2種類の精米歩合、更に夫々に対して2種類の搾り方での瓶詰めを施し、違いを愉しめる4種類のお酒を造ります。

(1) お酒の特徴
① 未来酒44 S-style(精米歩合44%・純米大吟醸・直汲・微々発泡)
精米歩合44%は、純米大吟醸規格の50%を超えて精米して醸した純米大吟醸です。
華やかな吟醸香と秋田酒こまちの持つ上質な甘みがお愉しみ頂けます。
お酒を搾った後、もろみ由来の炭酸が消えないように本当に丁寧な瓶詰めを行い、その後打栓をしてから火入れを行っているため、もろみ由来の微発泡感が残るまるで生酒のようなフレッシュなお酒です。
② 未来酒44 R-style(精米歩合44%・純米大吟醸・発泡なし)
44 S-styleと同様に華やかな吟醸香と秋田酒こまちの持つ上質な甘みがお愉しみ頂けますが、搾り方の違いによるまさに正統派の純米大吟醸で、S-styleと異なり落ち着きのあるお酒です。
③ 未来酒88 S-style(精米歩合88%・純米酒・直汲・微々発泡)
精米歩合が70%を下回るとお米の持つアミノ酸の比率が高くなるためお酒の味に大きな変化を与えます。従来ではこれが単なる雑味とされ挑戦する蔵元はほとんどいませんでしたが、製造技術の向上した現代ではアミノ酸を個性として活かし、甘みは少ないものの旨みの強い酒を醸すことが可能になりました。
精米歩合88%の直汲み火入れはほぼ前例のない、まさにみらい共創ファーム秋田とのコラボレーションに相応しい挑戦のお酒です。
④ 未来酒88 R-style(精米歩合88%・純米酒・発泡なし)
88 S-styleと同様の低精米ですが、搾り方の違いから重厚な味わいが愉しめるお酒です。
44 R-styleと比べると違いが一目瞭然、日本酒の愉しさに触れられること間違いなしです。

(2) お米(秋田酒こまち)の特徴
秋田県では、昭和63年から始まった酒造好適米新品種開発事業において、平成10年、秋田県オリジナル品種「秋田酒こまち」の開発に成功しました。これは、酒造好適米として最高品質を誇る「山田錦」(兵庫県)並みの醸造特性と、県内酒造好適米の主力品種「美山錦」並みの栽培特性を併せ持つ、吟醸酒用の原料米として育成された品種です。 大粒である「秋田酒こまち」は高精白が可能で、蒸米に弾力があり表面が乾きにくいことから麹がつくりやすいというのが大きな特徴です。

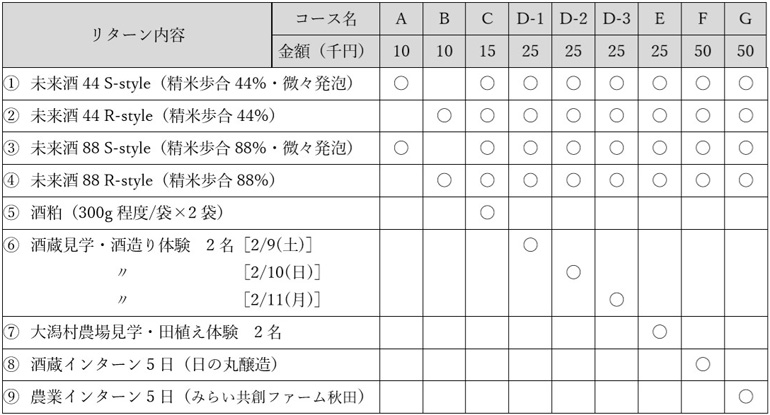
リターン
① 未来酒44 S-style(精米歩合44%・微々発泡)
② 未来酒44 R-style(精米歩合44%・発泡感なし)
③ 未来酒88 S-style(精米歩合88%・微々発泡)
④ 未来酒88 R-style(精米歩合88%・発泡感なし)
⑤ 酒粕(300g程度)2個
お酒の隅々まで感じて頂くために精米歩合の異なる2種類の酒粕をお付けします。酒母・麹・蒸米を仕込んで造った「もろみ」からお酒を搾った後に残ったものが酒粕で、栄養分がとても豊富で、美容と健康に良いジャパニーズスーパーフードとも言われています。
⑥ 酒造りの見学と一部工程を体験[2019/2/9・10・11のうち何れかの日(コース毎に設定)]
百聞は一見に如かず。限られた人数ではありますが、日の丸醸造様で実際の酒造りを見学して精米歩合の違い・搾り方の違いを理解し、更に未来酒を造る一部の工程を体験して頂けるリターンです。1口のお申込みにつき2名様にご参加頂けます。洗米や給水の体験、麹造りの見学などを午前8時から午前中いっぱい行って頂くことを計画していますが、1月下旬までに詳細を確定の上でお申込みされた方に直接ご案内させて頂きます。現地までの交通手段や宿泊施設はサポーターの皆様にてご手配下さい。この機会に貴重な体験を是非。
⑦ 大潟村農場見学・田植え体験[2019/4月下旬~5月上旬の間の1日間]
実際のコメ作りの現場を見て・体験して頂くことのできるリターンで、農業の現状やみらい共創ファーム秋田が目指すことを実感して頂けます。1口のお申込みにつき2名様にご参加頂けます。天候に左右されますが、育苗施設や田畑の見学、田植えの体験などを午前10時から15時頃まで行って頂くことを計画していますが、3月下旬までに詳細を確定の上でお申込みされた方に直接ご案内させて頂きます。秋田市内と大潟村現地の往復に送迎バスをご用意する予定ですが、宿泊施設はサポーターの皆様にてご手配下さい。この機会に貴重な体験を是非。
⑧ 日の丸醸造様でのインターン[2019/3/25~3/29の5日間]
日の丸醸造様でのインターンに応募して頂けるリターンです。学生の方に限らず、真剣に酒造りの世界に入ることを考えている全ての方を対象にさせて頂きます(リターンの実施に先立ち面接がございます。インターンにおける時間・給料等の条件を2月下旬までにお申し込みされた方と直接お打合せさせて頂きます)。
⑨ みらい共創ファーム秋田でのインターン[2019/4月下旬~5月上旬の5日間]
少ない人数ではありますが、みらい共創ファーム秋田でのインターンに応募して頂けるリターンです。農業に興味のある方を対象にさせて頂きます(リターンの実施に先立ち面接がございます。インターンにおける時間・給料等の条件を2月下旬までにお申し込みされた方と直接お打合せさせて頂きます)。
みらい共創ファーム秋田が目指すこと
日本の農業の技術力は高く、安心・安全・高品質の農産物を届けてくれますが、担い手は高齢化が進み、新規就農者も少なく、日本の農業の持続的成長が危ぶまれていることをご存知でしょうか。 みらい共創ファーム秋田は、三井住友銀行・大潟村あきたこまち生産者協会・NECキャピタルソリューション・秋田銀行・三井住友ファイナンス&リースが設立した農業法人で、農業の成長産業化を目指し、以下のチャレンジを続けています。
- ① 利益体質で自立した永続可能な組織的農業経営の確立
- ② 多岐にわたるアグリテックの実証を担い農業者に真に有用な技術・道具の見極めと普及
- ③ 属人的農業からの脱却とノウハウ・技術をみんなで共有できる農業の確立
![]()
みらい共創ファーム秋田が日本酒PJを立ち上げた動機
(1) みらい共創ファーム秋田が日本酒を作る理由
一次産品の食用米の生産だけでは利益体質で永続的な営農は難しいものです。
利益をしっかり稼ぐことができなければ若者の就職先として農業が選択肢にならないという危機感を持っています。
酒米は利益率が高く作物として魅力的、且つ加工品としての日本酒も利益確保に繋がる商材である一方、酒米は蔵元以外には売り先が無く、つぶしの利かない在庫リスクの大きい品種です。
更に、蔵元と酒米農家には信頼関係に基づく強固な結びつきがあり、新参者農家がそこに入り込むことは容易いことではありません。そこで、農業者自らが日本酒を造り販売することができるのではと考え、実証することにしました。
(2) 本プロジェクトで伝えたいこと
SMBCグループやNECAP、秋田銀行など大企業が資本参加し、しっかりとしたバックアップを受けているみらい共創ファーム秋田ではありますが、農業者が新たなビジネスチャンスを開拓するには大きな負担があること、サポーターの皆様の支援によりその負担が軽減されることを多くの方に知って頂けると有り難く存じます。
(3) 日本酒ファンへひとこと
農家の酒造りではございますが、協力してくれる蔵元は創業329年、伝統のある超一流処です。 秋田が誇る酒米「秋田酒こまち」で造る4種類の製法の異なる純米酒を飲み比べ、奥深い日本酒の世界を愉しんで頂けるよう頑張ります。
本プロジェクトの主な関係者の概要
(1) 株式会社みらい共創ファーム秋田の概要
| 設立日 | 2016年8月2日 |
|---|---|
| 本社所在地 | 秋田県南秋田郡大潟村字西4-88 |
| 代表取締役 | 涌井徹 |
| 作付面積 | 水稲15ha(ちほみのり、酒こまち)、玉ねぎ55ha |
| 株主 | 株式会社大潟村あきたこまち生産者協会 NECキャピタルソリューション株式会社 三井住友ファイナンス&リース株式会社 株式会社秋田銀行 株式会社三井住友銀行 SMBCアグリファンド |
(2) 日の丸醸造株式会社の概要
| 創業 | 1689年(元禄2年) |
|---|---|
| 本社所在地 | 秋田県横手市増田町増田字七日町114-2 |
| 代表取締役 | 佐藤譲治 |
| 沿革 | 1689年 沓沢甚兵衛が創業 1908年 内蔵建築・製造石数5,000石突破 1943年 企業整備令により廃業 1948年 佐藤光男により復興・製造石数200石 |
| URL | https://hinomaru-sake.com/ |

リターン表
リターンに関するご注意事項
- 本プロジェクトには現金の分配はありません。
- サポーターの皆様がミュージックセキュリティーズ株式会社に登録された個人情報は、リターンの発送・実施を目的として株式会社みらい共創ファーム秋田及び日の丸醸造株式会社、その他リターンの発送・実施に必要となる関係者に開示させて頂くことを予めご了承下さい。
- お酒のリターンは2019年3月下旬以降に順次発送する予定ですが、状況によって4月以降にずれ込むこともございます。
- 見学・体験やインターンが含まれるリターンは実施日・時期・開始時間が決められております。特に、酒造りの見学と一部工程の体験のリターンの開始時刻は午前8時と早朝を予定しております。尚、サポーターの方のご都合に合わせての変更は致しかねますので予めご了承下さい。
- 見学・体験やインターンに参加される場合、必要に応じて交通手段や宿泊施設をサポーターの皆様ご自身にてご手配下さい。尚、大潟村農場見学・田植え体験のリターンの実施に際しては、秋田市内と大潟村現地の往復には送迎バスをご用意する予定です。
- インターンは実施に先立ち面接等をさせて頂きます。尚、その結果、株式会社みらい共創ファーム秋田及び/又は日の丸醸造株式会社がインターンとしての受け入れが適切でないと合理的に認めた場合には当該サポーターの方へのリターンの実施を取り止め、支援頂いた金員を返金致します。
- 見学や体験のリターンの詳細な実施要項はお申込みをされたサポーターの皆様に改めてご連絡致します。
- 見学・体験は一口当たり2名の方がご参加できるリターンです。
- 本件はお酒を造るプロジェクトにご支援頂くもので、既に出来上がっている商品を販売するものではございません。万が一、プロジェクトが想定される結果にならないとプロジェクトオーナーが判断した場合、リターンを実施せず、支援頂いた金員を返金致します。
お知らせ(追加情報)
①酒蔵見学・酒造り体験について(2019/01/04)
Dコースの酒造り見学と体験リターンについてスケジュールが決まりました。
当日は今回のプロジェクトで造る「未来酒」の醸造工程を体験して頂きます。
また、ご参加の方には、日の丸醸造様のお酒を未来酒が出来上がる前に一足早くお愉しみ頂けるよう、日の丸醸造様の酒蔵限定酒等のお土産(1口あたり合計5,000円程度の品)もございます。
奮ってご参加ください。
集合場所
日の丸醸造本社(秋田県横手市増田町増田字七日町114-2)
(お車でお越しになる場合、近隣の駐車場をご利用下さい。)
集合時間
7:25am
スケジュール
| 7:30〜8:00 | 集合・説明 ※当日の注意事項の説明 |
|---|---|
| 8:00〜8:30 | 洗米に参加 (1組目) |
| 8:30〜9:00 | 洗米に参加 (2組目) |
| 9:00〜9:30 | 休憩 |
| 9:30〜10:00 | 蒸米のふかし上がり見学 ※蒸米の試食可能 麹室への引き込みを見学 |
| 10:00〜10:30 | 留仕込み見学、もろみのかい入れ体験 |
| 10:30〜11:00 | お酒のもろみ見学、分析サンプルのもろみ試飲など |
| 11:00〜11:30 | その他酒蔵見学 |
| 11:30〜12:00 | 国登録有形文化財 内蔵見学、お酒の試飲など |
| 12:00頃 | 現地解散 |
注意事項
酒造工程で使用する麹菌以外の雑菌が混入することを防ぐため、見学前日~当日は納豆、ヨーグルト、みかん(柑橘類)、漬物類に触れたり食べたりしないようにお願い致します。